
مونتاژ الکترونیک (Electronics assembly) یک فرآیند تخصصی و دقیق است که در آن قطعات مختلف الکترونیکی با دقت و نظم بالا روی برد مدار چاپی (PCB) نصب و ثابت میشوند تا یک مدار عملیاتی شکل بگیرد. این کار به دو روش اصلی انجام میشود: مونتاژ دستی و مونتاژ ماشینی، که هر کدام مزایا و کاربردهای خاص خود را دارند.
عملکرد بینقص و طول عمر بالای دستگاه شما، در گروِ یک مونتاژ استاندارد و دقیق است. فرآیند مونتاژ قطعات (PCBA) صرفاً یک جاگذاری ساده نیست؛ بلکه ترکیبی مهندسیشده از تکنولوژیهای نصب سطحی (SMD)، لحیمکاری موجی (Wave Soldering) و تکنیکهای ظریف دستی است. اجرای صحیح این مراحل نیازمند تجهیزات پیشرفته و تخصص فنی بالایی است تا محصول نهایی بتواند بالاترین راندمان را بدون نویز و خرابی ارائه دهد.
استفاده از مواد اولیه با کیفیت، رعایت اصول جلوگیری از الکتریسیته ساکن (ESD) و به کارگیری روشهای نوین کنترل کیفیت، از عوامل کلیدی موفقیت در این زمینه به شمار میروند. با پیشرفت فناوری و افزایش تقاضا برای دستگاههای کوچکتر و کارآمدتر، تکنیکهای پیشرفته مونتاژ الکترونیک به سرعت در حال توسعه هستند و آیندهای هوشمند و نوآورانه را رقم میزنند.

پیش نیاز مونتاژ الکترونیک
استنسيل
یکی از مراحل کلیدی در مونتاژ قطعات الکترونیکی، استفاده از استنسیل است. این شابلون دقیق و مقاوم معمولاً از ورق استیل ساخته میشود و وظیفه انتقال خمیر قلع به پدهای مشخص شده روی برد را بر عهده دارد.
استفاده از این ابزار تخصصی باعث میشود خمیر قلع به طور یکنواخت و دقیق روی پدها قرار گیرد، که نتیجه آن جوش کاری بهتر و کیفیت بالاتر مونتاژ است. کار با استنسیل نه تنها سرعت تولید را افزایش میدهد، بلکه خطاهای مونتاژ را کاهش داده و دوام و عملکرد برد را نیز بهبود میبخشد.
ابعاد استنسيل
فهرست مطالب
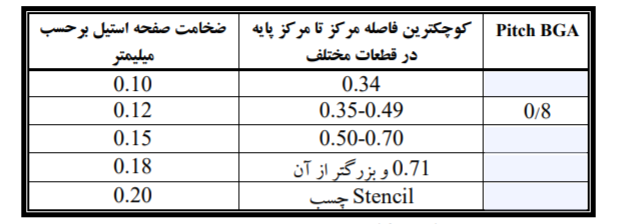
انتخاب ضخامت استنسیل
شرایطی که بهتر است در ساخت استنسیل رعایت شود :
ساخت استنسیل با برش لیزر و پوشش الکترونیکی
ضخامت فریم 2 تا 4 سانتی متر
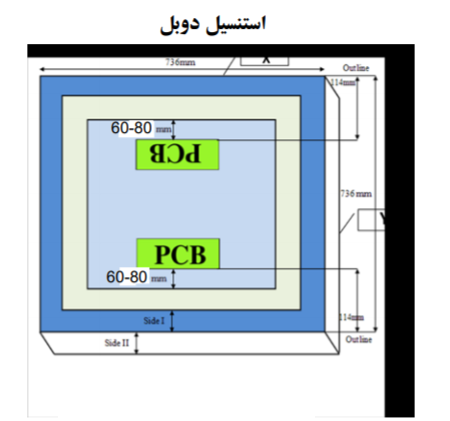
فاصله لبه بيروني قاب استنسيل تا طرح براي استنسيلهاي دوبل :114 میلی متر
فیبر مدار چاپی
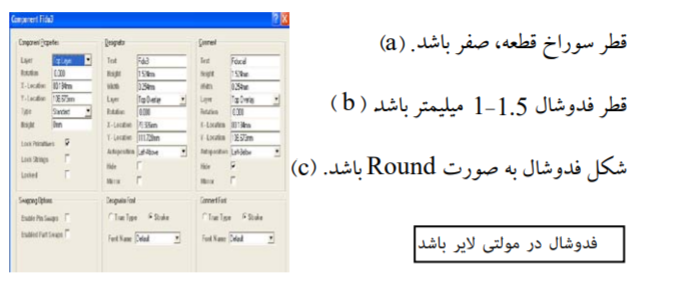
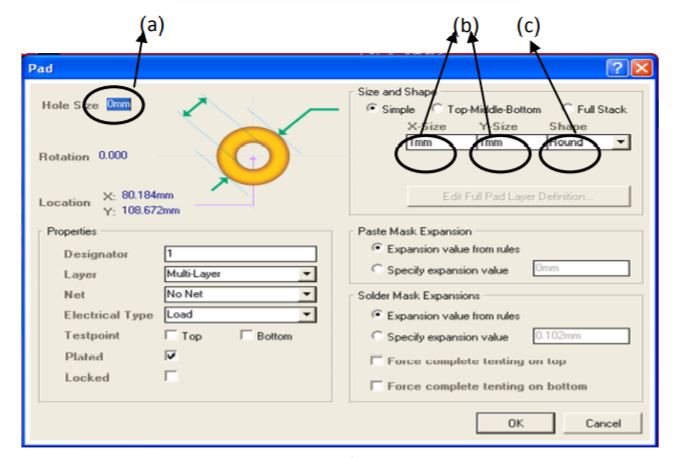
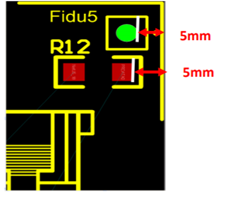
وجود نداشتن هيچ نوع ماركاژ و نوشته اي در اطراف فدوشال به فاصله 5 ميليمتر
حذف ماركاژ سفيد زير component
حداكثر اندازه برد: 400 ×230 ميليمتر
شرایطی که بهتر است رعایت شوند :
حداقل اندازه برد : 100 ×100 ميليمتر
حداقل فاصله قطعه و فدوشال تا لبه برد: 5 ميليمتر
وجود نداشتن هيچ گونه سوراخي در روي پد قطعات SMD
مونتاژ الکترونیک SMD
حذف كليه قطعات THD و SMD از فايل مونتاژ كه مونتاژ نمي گردند.
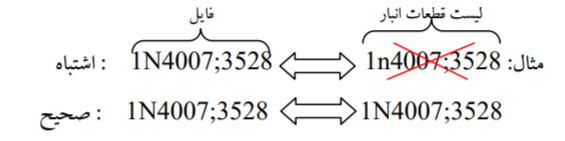
همخواني نام قطعات ليست انبار با نام قطعات در فايل
شرایطی که بهتر است رعایت شوند :
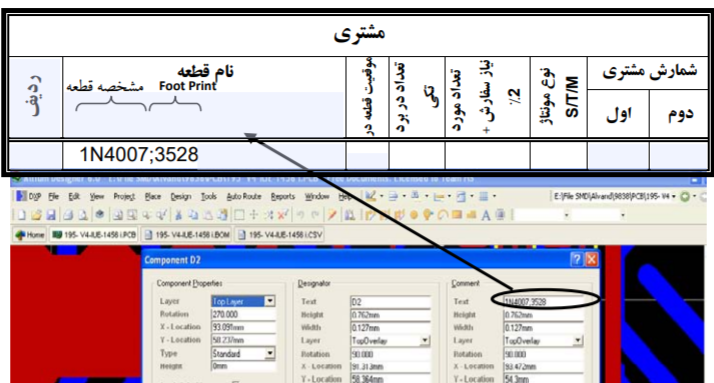
تعريف نام قطعات در قسمت Comment طبق فرمت زير :
نام قطعه = print Foot ; مشخصه قطعه (مطابق با شكل فوق)
نبودن فاصله و كاما مابين نام قطعه
نام قطعات مشابه با حروف يكسان كوچك يا بزرگ نوشته شود.
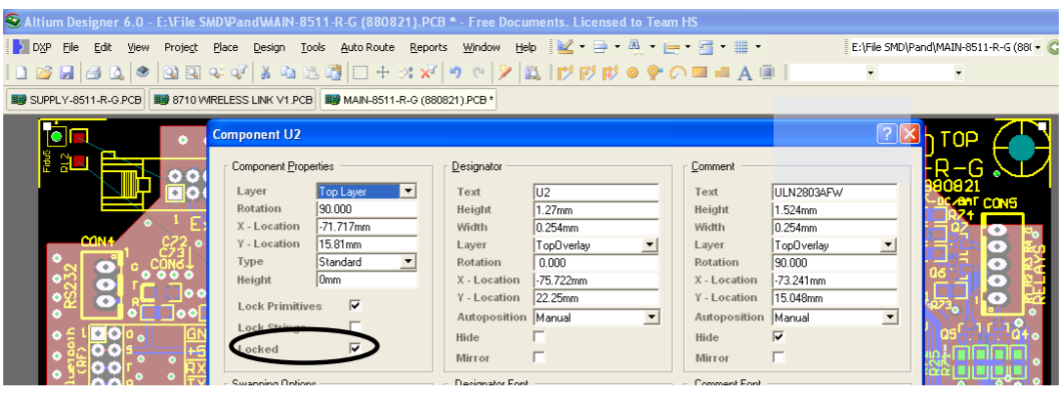
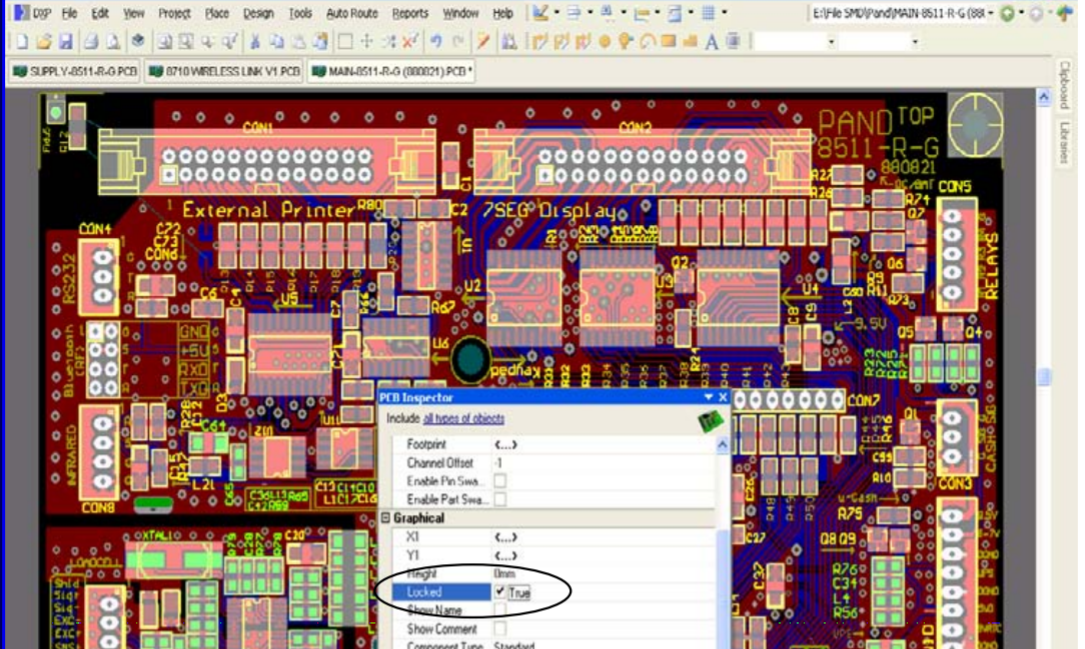
قفل فايل نهايي قبل از ارسال مطابق با روش ذيل:
بسته بندي قطعات THD و SMD
رعايت الزامات الكتريسيته ساكن ESDو بسته بندي وكيوم شده براي قطعات حساس به آنتي استاتيك
ارائه دستورالعملهاي مونتاژ قطعات خاص در صورت وجود.
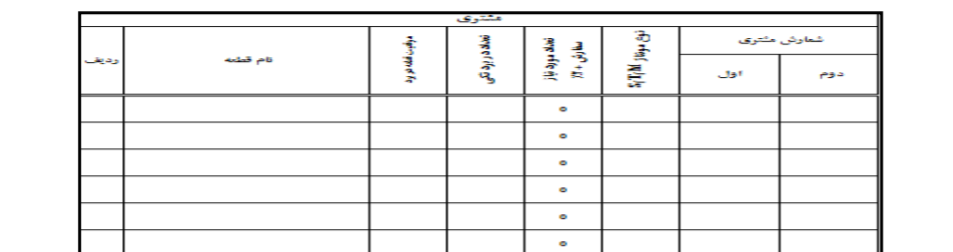
تكميل ليست تبادل قطعه در جدول زير و با رعايت فرمت موجود در *راهنماي عمل ارسال فايل THD و SMD*
انتقال BOM به ليست اكسل:
باز كردن فايل پروتل
Report Tab
Simple BOM
كپي قسمت Comment از فايل CSV در ستون نام قطعه
كپي قسمت Pattern از فايل CSV در ستون Package
كپي قسمت Quantity از فايل CSV در ستون تعداد در برد تكي
كپي قسمت Components از فايل CSV در ستون موقعيت قطعه در برد
انتخاب نوع بسته بندي با توجه به راهنماي بسته بندي زير جدول Excel
انتخاب نوع مونتاژ SIT با توجه به راهنمايي زير جدول Excel
– يادداشت تعداد قطعه ارسال شده در ستون تعداد ارسالي + 0/2 در جدول Excel
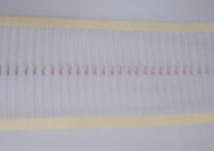
قطعات SMD
بودن سوراخهاي نوار در طرف چپ رول

قطعات نواري بدون شكستگي و بسته بندي آنها روي حلقه سالم.
تكه تكه نبودن نوار قطعات واستفاده نكردن از چسب براي چسباندن آنها به يكديگر.
چسبنده بودن كامل پلاستيك روي نوار قطعات SMD.

چيدمان قطعات روي سيني منظم و يك جهت و داراي درب محافظ و در صورت حساب بودن به آنتي استاتيك داراي بسته بندي تحت وكيوم.
خودداري از شكستن و كوتاه كردن بسته بندي قطعات استيك.
در صورت قراردادن قطعات به صورت دستي در استيكها توجه به هم جهت بودن قطعات و تكميل استيكها از نظر تعداد قطعه.
نکات کلیدی در انتخاب و بستهبندی قطعات الکترونیکی
بستهبندی اصولی قطعات الکترونیکی یکی از مهمترین پیشنیازها برای داشتن یک فرآیند مونتاژ موفق و بدون خطا است. انتخاب پکیجینگ مناسب نه تنها از قطعات در طول حملونقل محافظت میکند، بلکه طول عمر و عملکرد مدار شما را نیز تضمین خواهد کرد.
برای حفظ سلامت قطعات پیش از ورود به خط مونتاژ، رعایت استانداردهای زیر الزامی است:
- ایمنی کامل در حملونقل: بستهبندی استاندارد باید به گونهای طراحی شود که از هرگونه ریزش، جابهجایی و آسیب فیزیکی به قطعات در طول مسیر جلوگیری کند.
- تطابق فوتپرینت (Footprint) قطعه: در زمان خرید، حتماً ابعاد دقیق پایههای قطعه را با محل قرارگیری آن در فایل طراحی برد تطبیق دهید تا از بروز هرگونه مشکل در مراحل مونتاژ پیشگیری شود.
- جلوگیری از اکسیداسیون با پکیجینگ اصلی: استفاده از بستهبندیهای اورجینال و باکیفیت، بهترین راهکار برای محافظت از قطعات در برابر شرایط محیطی نامناسب، اکسید شدن پایهها و خرابیهای زودرس است.
- اهمیت حفظ پلمپ وکیوم: قطعات حساس الکترونیکی باید تا آخرین لحظه و دقیقاً پیش از شروع فرآیند مونتاژ، در بستهبندی وکیوم کارخانه نگهداری شوند و از باز کردن زودهنگام آنها اکیداً خودداری شود.
رعایت این چند اصل ساده، سلامت قطعات شما را در پروژههای حساس الکترونیکی به طور کامل تضمین میکند.
قطعات THD جهت مونتاژ دستی
جامپرها به صورت نواري و با ضخامت 0/6 ميليمتر.
استاندارد بودن پايه قطعات از نظر قطر و نرمي.
توجه به سايز پايه قطعه و سوراخ مربوطه در فايل در هنگام خريد قطعه.
استفاده از بسته بندي مناسب براي قطعات فله بخصوص كانكتورها براي جلوگيري از اكسيد شدن پايه ها.
انتخاب بسته بندي مناسب به نحوي كه در حين حمل و نقل امكان جابجايي، ريزش و صدمه ديدن به قطعات وجود نداشته باشد.
همخواني و خوانا بودن نام قطعه در فايل و روي حلقه.
تهيه پين هدرهاي نرگي مادگي به تعداد پايه هاي لازم به صورت آماده.
آماده سازيهاي اختصاصي و غيرمعمول قطعات قبل از مونتاژ براي هر سفارش توسط مشتري (قطعه آماده شده ارسال گردد.)
شرايطي كه بهتر است رعايت شود :
خالي بودن 15 سانتي متر از ابتداي نوارهاي قطعات SMD

سالم بودن پلاستيك روي قطعات اين محدوده.
تذكر: قطعات موجود در اين محدوده در مونتاژ ماشيني قابل استفاده نمي باشند و براي مشتري عودت مي گردد.
خريداري كردن يك نوع قطعه با يك براند و پرهيز از انتخاب تنوع سازندگان.
نصب كردن برچسب آرم دار و ترجيحاً با جمله «با احتياط حمل شود شكستني است» روي كارتن ها به صورت خوانا
ارسال كليه قطعات به مقدار لازم به صورت همزمان و پرهيز از ارسالهاي متعدد.
دقت در خريداري قطعات كه از نظر مشتخصات اندازه، ولتاژ، تلرانس با مشخصات فايل يكي باشد و مسئوليت وجود اشكال در عدم رعايت موارد ذكر شده به عهده مشتري خواهد بود.
انتخاب بسته بندي به صورت نواري براي آماده سازي سريعتر و كيفيت بهتر قطعات مونتاژ دستي.
بسته بندی مناسب قطعات ارسالی به طوريكه با حجم كم و وزن كمتر از 13 كيلوگرم و تسمه كش شده باشد.
خدمات تخصصی مونتاژ الکترونیکی شرکت افزار پردازش حامی
شرکت افزار پردازش حامی با بیش از یک دهه تجربه درخشان، به عنوان یکی از بهترین ارائهدهندگان خدمات مونتاژ قطعات الکترونیکی در کشور شناخته میشود. تیم متخصص ما با استفاده از پیشرفتهترین دستگاههای SMD و THT، انواع بردهای الکترونیکی را با دقت میکرونی و کیفیتی بینظیر مونتاژ میکند.
خدمات مونتاژ الکترونیکی ما شامل طراحی PCB، مونتاژ قطعات سطحی (SMD)، مونتاژ قطعات سوراخی (THT)، لحیمکاری موجی، بازرسی چشمی و اتوماتیک (AOI)، و تستهای عملکردی است. ما توانایی تولید از پروتوتایپ تا تیراژ انبوه را داریم و خطوط تولید انعطافپذیر ما آماده پاسخگویی به نیازهای متنوع صنایع الکترونیکی هستند.
افزار پردازش حامی با تضمین کیفیت محصول، زمان تحویل سریع و قیمتهای رقابتی، به عنوان یک شریک مطمئن برای پروژههای الکترونیکی شما عمل میکند. از محصولات مصرفی گرفته تا تجهیزات صنعتی و پزشکی، ما همیشه در کنار شما هستیم.
مراحل انجام مونتاژ الکترونیک یا ماشینی برد های الکتریکی
در لاین مونتاژ ماشینی برد های الکتریکی، عملیات اصلی به شیوه دستی ولی با استفاده از بعضی ماشین آلات ساده انجام می گیرد. این عملیات طی چند مرحله انجام می گیرد که عبارتند از:

مرحله اول شابلون زدن خمیر قلع
برای مونتاژ قطعات نصب سطحی بایستی حتما خمیر قلع را بکار برد. خمیر قلع معمولا خاکستری رنگ، چسبناک و دارای ماده ای به اسم FLUX می باشد. پیش از قطعه گذاری بایستی روی همه پدهایی که بر روی قطعات قرار می گیرند از این نوع خمیر واقع شود.
به وسیله یک شابلون می توان این کار را خیلی فوری انجام داد. این عملیات معمولا مشابه نشر سیلک بر روی البسه است که با واقع شدن شابلون روی لباس و توزیع جوهر، نواحی مدنظر به جوهر آمیخته می شود.
استنسیل طی این فرایند در نشر خمیر قلع، یک شابلون فلزی بکار می برد که مکان اصلی و بنیادی قطعاتی که بایستی مونتاز شود برش روی آن صورت گرفته است.
بعد از ادغام شدن شابلون به PCB ، سطح شابلون را با خمیر مذکور پوشش می دهند تا این خمیر در کلیه شکاف ها رسوخ کند. مسئله عمده در اجرای این بخش از کار، واقع شدن شابلون به شکل محکمی بر روی برد و ادغام شدن آن است تا خمیر در محل مطلوبی واقع شود.
نرخ این خمیر معمولا زیاد بوده و به هدر دادن آن در طی بکارگیری غیر اصولی افزایش می یابد. مطلوب است جهت ادغام نمودن شابلون روی برد مدار چاپی سیستمی تحت عنوان Stencil Printer را بکار ببرید که شتاب و ریز بینی کار را افزایش می دهد.
برای ادغام نمودن شابلون بر روی pcb بایستی نواحی مرجع را روی برد در حین پی ریزی، قرار داد که این نواحی را فیدوشال می نامند. نواحی فیدوشال همواره به شکل قطری در لبه های pcb مدنظر قرار گرفته می شوند.
لحیم کاری قطعات THD
بعد از عملیات لحیم شدن قطعات نصب سطحی ، برد هایی که حاوی THD هستند را به شیوه دستی لحیم می کنند. در ساخته هایی با ظرفیت بالا معمولا , وان قلع موجی را جهت لحیم کردن قطعات DIP بکار می برند. در پی ریزی بایستی حتما تا جایی که امکان دارد قطعات نصب سطحی را بکار برد زیرا که مونتاژ DIP بسیار هزینه بر و زمان بر است.
آزمایش و کنترل سطح کیفی
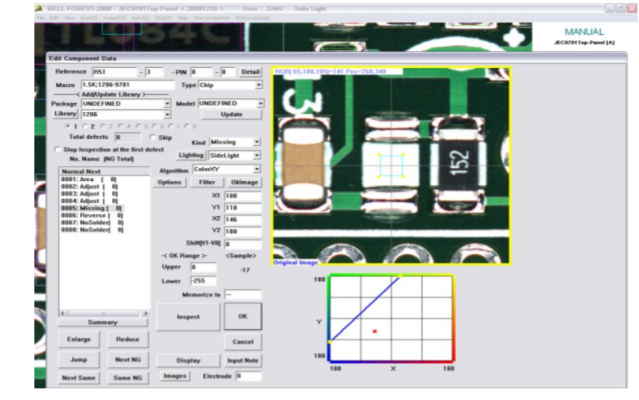
در کارخانه های تولیدی کلان معمولا سیستم های AOI را برای بازبینی برد های الکترونیکی بکار می برند. با کمک این سیستم می توان سطح کیفی لحیم کاری ، پیوستگی های نادرست و مونتاژ غلط قطعات را خیلی فوری شناسایی کرد.جهت ساخته های ظرفیت کم و مدارات ساده احتیاجی به سیستم AIO نخواهد بود و با بررسی چشمی و ازمایش یک به یک برد ها می توان محصول را سازماندهی کرد.
شستشوی برد ها
از دیگر مراحل مونتاژ ماشینی برد های الکتریکی می توان شست شوی بردهای مدار چاپی را نام برد. بعد از این که لحیم کاری صورت گرفت معمولا به میزان کمی فلاکس روی برد باقی می ماند، فلاکس به مایعی گفته می شود که به خمیر قلع اضافه می شود تا به آن یک حالت نرمی و چسبندگی بدهد. این مایع یک شکل نامطلوبی روی برد اعمال می کند و بعد از کمی به علت خواص اسیدی که دارد سبب پایین آمدن استقامت لحیم پایه ها می شود. جهت ممانعت از این پیشامد بایستی برد ها را شست . این شستن به وسیله تینر انجام می گیرد.
بسته بندی
آخرین مرحله بسته بندی است. یکی از عوامل عمده در بسته بندی ابزار آلات الکترونیکی این است که بایستی به مسائل ایمنی محافظت از قطعات در مقابل الکتریسیته ساکن دقت کرد. پلاستیک های عادی به راحتی می توانند چند صد ولت الکتریسیته ساکن اعمال کنند و این میزان ولتاژ می تواند به خیلی از قطعات صدمه شدید وارد کند. در بسته بندی معمولا پلاستیک های آنتی استاتیک بکار می برند که از اعمال الکتریسیته ساکن و صدمه به قطعات پیشگیری می کند.
تفاوت مونتاژ دستی و ماشینی بردهای الکترونیکی
برای مونتاژ قطعات روی بردهای مدار چاپی (PCBA)، دو روش اصلی وجود دارد که انتخاب آنها به نیاز پروژه بستگی دارد:
- مونتاژ دستی قطعات: این روش توسط اپراتور انجام میشود.
- کاربرد: نمونهسازی اولیه، تولیدات با تیراژ پایین و نصب قطعات خاص.
- ویژگیها: انعطافپذیری بالا، اما سرعت تولید پایینتر و احتمال بروز خطای انسانی.
- مونتاژ ماشینی (اتوماتیک): با استفاده از تجهیزات رباتیک و دستگاههای SMT و لحیمکاری موجی (Wave Soldering) انجام میگیرد.
- کاربرد: تولید انبوه محصولات الکترونیکی.
- ویژگیها: سرعت و دقت بسیار بالا با خطای نزدیک به صفر. با این حال، به دلیل هزینه راهاندازی و برنامهریزی اولیه، برای تیراژ پایین توجیه اقتصادی ندارد.

چرا مونتاژ ماشینی بردهای الکترونیکی (SMD) هزینه تولید را کاهش میدهد؟
یکی از دلایل اصلی افت قیمت تمامشده در تولید بردهای الکترونیکی، جایگزینی روشهای سنتی (مانند استفاده از قطعات DIP) با فناوریهای نوین نظیر مونتاژ ماشینی و استفاده از قطعات نصب سطحی (SMD) است. قطعات SMD علاوه بر ابعاد کوچکتر، معمولاً قیمت پایینتری دارند؛ به همین دلیل، استفاده از این روش در تیراژهای بالا، صرفهجویی اقتصادی چشمگیری برای تولیدکنندگان به همراه دارد و امروزه انتخاب اول صنایع الکترونیک در سراسر جهان است.
فرآیند مونتاژ اتوماتیک بردهای الکترونیکی (PCBA) توسط دستگاههای پیشرفته و تمامخودکار انجام میشود. این تکنولوژی پیشرفته، نهتنها سرعت و راندمان خط تولید را به شدت افزایش میدهد، بلکه با حذف دخالت مستقیم نیروی انسانی، کیفیت خروجی را به سطح استانداردهای جهانی میرساند.
علاوه بر توجیه اقتصادی عالی، مهمترین دستاورد مونتاژ ماشینی در تولید انبوه عبارت است از:
- حذف خطای انسانی: به حداقل رساندن اشتباهات رایج در مونتاژ دستی و کاهش ضایعات تولید.
- کیفیت یکپارچه: تضمین یکنواختی، دقت و پایداری عملکرد در تکتک بردهای تولید شده.
- افزایش بهرهوری: سرعت بالای دستگاهها که امکان تحویل سفارشات بزرگ را در کوتاهترین زمان فراهم میکند.
به همین جهت، خدمات مونتاژ ماشینی قطعات الکترونیک به عنوان یکی از کلیدیترین و پرکاربردترین فناوریهای روز کشور شناخته میشود که نقش بسزایی در ارتقای بهرهوری و کاهش هزینههای ساخت ایفا میکند.
ساختار مونتاژ SMD قطعات الکترونیکی روی برد مدار چاپی
برای اینکه با مفهوم مونتاژ SMD قطعات الکترونیکی بیشتر آشنا شویم. بهتر است ابتدا بدانیم که در بردهای الکتریکی قطعاتی به کار گرفته می شوند که از نظر شکل ظاهری دو دسته SMD و DIP تقسیم بندی می شوند. زمانی که طراحی PCB را انجام می شود اولین نکته ی حائز اهمیت ، نوع قطعات به کار گرفته شده در آن است.
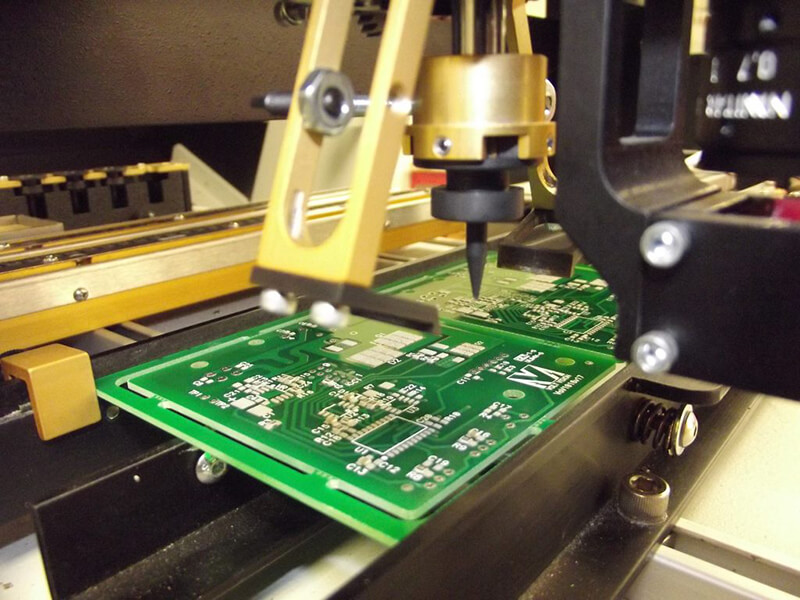
در مونتاژ SMD در واقع ربات کارتزین با استفاده از مکش هوا قطعات را بلند می کند و در جای مشخص خود روی برد قرار می دهد. راه اندازی اولیه دستگاه مستلزم صرف زمان زیادی است و باید ابتدا برنامه اولیه دستگاه، تنظیمات ابتدایی و جایگذاریPCB و رول های قطعات انجام شود و پس از اینکه این تنظیمات ابتدایی انجام شد با سرعت بالا کار می کند و شروع به چیدن قطعات می کند.

شیوه نصب مونتاژ SMD بر روی مدار چاپی
نصب قطعات SMD روی مدار چاپی یک فرآیند حساس و تخصصی است که به دقت بالا و تجهیزات مناسب نیاز دارد. در ابتدا، باید مدار چاپی کاملاً تمیز و عاری از هرگونه آلودگی باشد. خمیر لحیم به کمک شابلون و اسکیژ به طور یکنواخت روی پدهای مدار اعمال میشود.
در مرحله بعد، قطعات SMD با استفاده از پنس دقیق یا دستگاههای خودکار pick-and-place قرار میگیرند. هر قطعه باید به دقت روی موقعیت مشخص شده و با جهتگیری صحیح قرار گیرد. پس از چیدمان تمامی قطعات، مدار به مرحله فر reflow منتقل میشود که در آن لحیمکاری با یک منحنی دمایی کنترل شده انجام میگیرد.
مراحل نهایی شامل خنکسازی تدریجی، بازرسی بصری با میکروسکوپ، تست الکتریکی و کنترل کیفیت است. رعایت استانداردهای IPC و استفاده از flux مناسب، کیفیت نهایی محصول را تضمین میکند.
مراحل مونتاژ SMD قطعات الکترونیکی روی برد مدار چاپی
مونتاژ SMD قطعات الکترونیکی روی برد مدار چاپی شامل چند مرحله کلیدی است. این مراحل به شرح زیر است:
طراحی PCB:
طراحی مدار و لایههای PCB با نرمافزارهای طراحی مثل Altium یا Eagle.
انتخاب نقاط قرارگیری قطعات SMD و ایجاد مسیرهای ارتباطی.
چاپ و تولید PCB:
ارسال طراحی PCB به کارخانه برای تولید.
مراحل شامل اچینگ، سوراخکاری و نهاییسازی PCB.
آمادهسازی مواد و قطعات:
تهیه قطعات SMD مورد نیاز برای مونتاژ.
اطمینان از کیفیت و تعداد کافی قطعات.
چسباندن خمیر لحیم:
استفاده از دستگاه چاپ خمیر لحیم برای اعمال خمیر لحیم در نقاط مشخص شده روی PCB.
خمیر لحیم شامل ذرات کوچک قلع و فلزات دیگر است که به اتصال قطعات کمک میکند.
قرار دادن قطعات SMD:
استفاده از دستگاه pick and place برای قرار دادن قطعات SMD روی خمیر لحیم.در صورت نیاز، میتوان این کار را به صورت دستی نیز انجام داد.
جوشکاری (لحیمکاری):
انتقال PCB به کوره لحیمکاری برای ذوب شدن خمیر لحیم و اتصال قطعات.در این مرحله، خمیر لحیم به اتصالهای الکتریکی تبدیل میشود.
بررسی کیفیت:
انجام تستهای بصری و الکتریکی برای اطمینان از صحت مونتاژ.
استفاده از ابزارهای اندازهگیری برای بررسی اتصالات و عملکرد مدار.
نهاییسازی:
برش لبههای اضافی PCB، نصب قطعات دیگر (در صورت وجود)، و آمادهسازی برای بستهبندی.
انجام تستهای نهایی عملکرد.
این مراحل کمک میکند تا قطعات SMD را به درستی و با کیفیت بالا روی PCB مونتاژ شود.
مزایا و معایب مونتاژ SMD بردهای الکترونیکی
قطعا به کار بردن مونتاژ SMD قطعات الکتریکی به علت استفاده از دستگاه و روند اتوماتیک مقرون به صرفه است و اگر در تیتراژهای زیادی انجام شود سرعت فوق العاده بالایی دارد. مونتاژ به روش DIP برعکس با سرعت کم و دقت بالایی همراه است و در نتیجه استحکام بالا و مطمئن تری دارد.
در این مونتاژ از شابلون و استنسیل استفاده می شود و در کل اگر برای تیراژهای پایین به کار گرفته شود صرفه اقتصادی ندارد. البته نمی توان برای تمام قطعات از این مونتاژ استفاده کرد چون ممکن است قطعه مورد نظر توان مقاومت دمای دستگاه را نداشته باشد و خراب شود پس برای مونتاژ این گونه قطعات روش دستی DIP مناسبتر است.
یکی دیگر از مواردی که در این مونتاژ باید لحاظ شود شکل قطعات است. بعضی از بردها دارای شکل های نامتعارفی هستند و نامشخص بودن مرکز ثقل آن ها امکان مونتاژ SMD را غیر ممکن می کند و ناچارا باید از مونتاژ دستی استفاده کرد.
کاربرد مونتاژ الکترونیک در صنایع مختلف
مونتاژ الکترونیک یکی از اجزای حیاتی در تولید محصولات هوشمند و پیشرفته در دنیای امروز به شمار میرود. از صنایع پزشکی گرفته تا خودروسازی، دقت و اصولی بودن در مونتاژ بردهای الکترونیکی تأثیر زیادی بر کیفیت، عملکرد و دوام تجهیزات دارد.
در صنعت خودروسازی، سیستمهای کنترلی، سنسورها و ایربگها همه به لطف مونتاژ دقیق الکترونیک به خوبی کار میکنند.
در حوزه پزشکی نیز، تجهیزات حساسی مانند دستگاههای MRI، مانیتورینگ علائم حیاتی و پمپهای انسولین به مونتاژ بردهای الکترونیکی وابستهاند. حتی در صنایع نظامی، ارتباطات، هوافضا و لوازم خانگی، بدون فناوری مونتاژ بردهای الکترونیکی، تولید محصولات امکانپذیر نیست. به همین دلیل، انتخاب یک شرکت متخصص در مونتاژ SMD و DIP میتواند تأثیر زیادی بر بهینهسازی عملکرد و کاهش خطاهای سیستمی داشته باشد. با پیشرفتهای صورت گرفته در مونتاژ الکترونیک، آینده صنایع به سمت هوشمندتر و دقیقتر شدن پیش میرود.
چه عواملی بر هزینه مونتاژ برد SMD تاثیر گذار می باشد؟
هزینه مونتاژ برد SMD به چندین عامل بستگی دارد که شامل موارد زیر میشود:
تعداد قطعات: هر چه تعداد قطعات بیشتر باشد، هزینه مونتاژ نیز افزایش مییابد؛ زیرا این موضوع تأثیر زیادی بر زمان و نیروی کار مورد نیاز دارد.
نوع قطعات: انتخاب قطعات SMD با پکیجهای مختلف (مانند 0402، 0603، 0805 و غیره) و پیچیدگی طراحی مدار (مانند تعداد لایههای برد و چگونگی قرارگیری قطعات) میتواند تأثیر زیادی بر هزینه داشته باشد.
پیکربندی برد: ابعاد و پیچیدگی برد (مثلاً تعداد لایهها، ابعاد فیزیکی، نوع مواد استفاده شده و …) نیز به هزینه نهایی اضافه میشود.
تعداد بردها: معمولاً اگر تعداد بیشتری از بردها سفارش داده شود، قیمت پایینتری به دست آید.
زمان تحویل: درخواست تحویل سریعتر ممکن است هزینه بیشتری داشته باشد.
سطح اتوماسیون: استفاده از خطوط مونتاژ خودکار (SMT) برای مونتاژ SMD هزینه کمتری نسبت به مونتاژ دستی دارد، اما نیازمند سرمایهگذاری اولیه بالا است.
نکات مهمی که در مونتاژ الکترونیک باید در نظر داشته باشیم
- استفاده از قطعات اصل و با کیفیت بالا
- رعایت استانداردهای بینالمللی مونتاژ مانند IPC
- کنترل دقیق دما و زمان در مرحله لحیمکاری
- توجه به پاکسازی بقایای فلاکس پس از لحیمکاری
- انجام تستهای عملکردی برای هر برد مونتاژشده
مونتاژ برد الکترونیکی به دو صورت دستی و ماشینی انجام میشود
یکی از روشهای مونتاژ برد می باشد که از قطعات DIP استفاده میشود و به مونتاژ درون حفره ای هم معروف می باشد.
این نوع مونتاژ به صورت دستگاهی و اتوماتیک به وسیله ربات به صورت هوشمندانه انجام میشود.
در شرکت افزار پردازش حامی مونتاژ برد به صورت کاملا ماشینی و اتوماتیک انجام میشود

دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!